

What is High Impact polystyrene forming? HIPS can be produced by all conventional plastic forming methods. This product usually does not require pre-drying and can be dried for 2 hours at 80 degrees. The most common method of forming this copolymer is the injection molding process. The plastic injection process is one of the most widely used methods of making and shaping polymer products such as food packaging, some containers, some TV parts, syringes, telephones.
In general, injection is a simple process in which a thermoplastic, in the form of a granule or powder, passes through a funnel and enters a barrel. In the barrel, the materials soften under heat. These materials are then forced through the extractor into an injection mold and cooled. After the required time for the plastic to reach the solid-state, the mold is opened and the manufactured part is removed. Among the most important advantages of the plastic injection process, we can mention the very high variety in the type of molds and final products, as well as the possibility of making the product with high speed and accuracy.

HIPS
In this article, we will explain plastic injection molding machines and types of injection molding processes for High Impact Polystyrene Forming (HIPS).
Plastic injection machine in High Impact Polystyrene Forming
In early plastic injection machines, the material first moves inside the soft machine and then into the extractor and the mold holes. Due to the distribution of material inside the barrel to improve heat transfer, a torpedo is placed in the barrel.
This type of device consists of two barrels. First, the raw materials are poured into the first barrel. In this barrel, there is a spiral that softens the material and transmits it to the second barrel through a one-way valve. A piston in the secondary barrel pushes the material into the extractor and then into the plastic injection mold.
These types of devices are rarely used today; Because they have a higher price due to their more complex system. Today, the screw injection machine is mostly used.
In today’s screw injection molding machines or injection molding machines, an extruder screw in a hot-rolled barrel has two roles. The screw can rotate normally to melt the material and transfer it to the barrel. It is also able to move forward like a piston and inject material into the mold.
High Impact Polystyrene Forming and Injection Processes
High Impact Polystyrene Forming Technology
The processes used for High Impact Polystyrene Forming (HIPS) typically include the injection molding process, the injection blow molding process, and the tensile injection molding process.
The injection molding process generally consists of four steps. First, after the mold is closed, the screw pushes the material forward into the mold without injection. The air inside the mold is expelled through small vents or vents.
Then, when the cavities are filled and the mold is filled, the helix continues to push the material forward to maintain pressure (holding time). This allows excess molten material to enter the cavities to prevent material from accumulating during cooling.
Once the valves are closed, the melt can no longer enter the mold and the pressure inside the mold will still be high. In this case, the screw starts to turn and spin, and new plastic comes out of the funnel and pushes them forward.
As the plastics move forward, the heat begins to melt through the electric barrel heaters as well as the shear forces applied to the material.
In other words, when the fully molten material is discharged at the end of the screw, the molten material collected at the end of the screw pushes it back so that the screw rotates and rotates and at the same time moves backward.
After a predetermined period, the screw stops rotating to complete the process of solidification and stabilization of the mold. When enough molten material collects in front of the screw, the screw stops rotating. The mold is cooled during screw recovery. The screw must remain constant for a period after the recovery time to complete the cooling of the mold.
When the mold and molten material have cooled sufficiently, the mold is opened and the product is discarded. Then the mold is closed again and this cycle will be repeated.
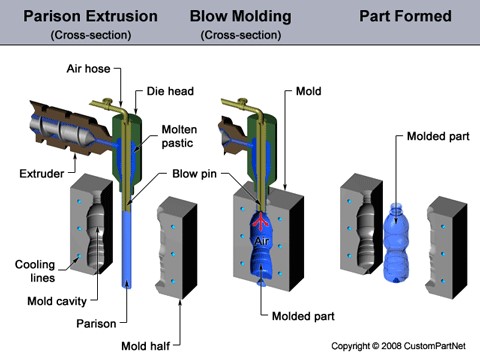
Injection blow molding process in a nutshell: First, the initial product is made by the conventional injection molding method, and then it is placed in another mold, blown into it, and finally removed. Most thermoplastics can be made by injection molding.
Tensile injection blow molding is the same as the Injection blow molding process, except that before blowing air and the final formation of the part, the initial product is slightly warmed and stretched in the longitudinal and transverse directions.
In fact, by doing so, the amorphous chains of the polymer material are stretched and oriented, which leads to the formation of a different type of crystallinity. The chains orient in the direction of applying stress and apply a linearly arranged structure throughout the area under stress. This orientation in the structure of the material can cause the mechanical strength of the product.